
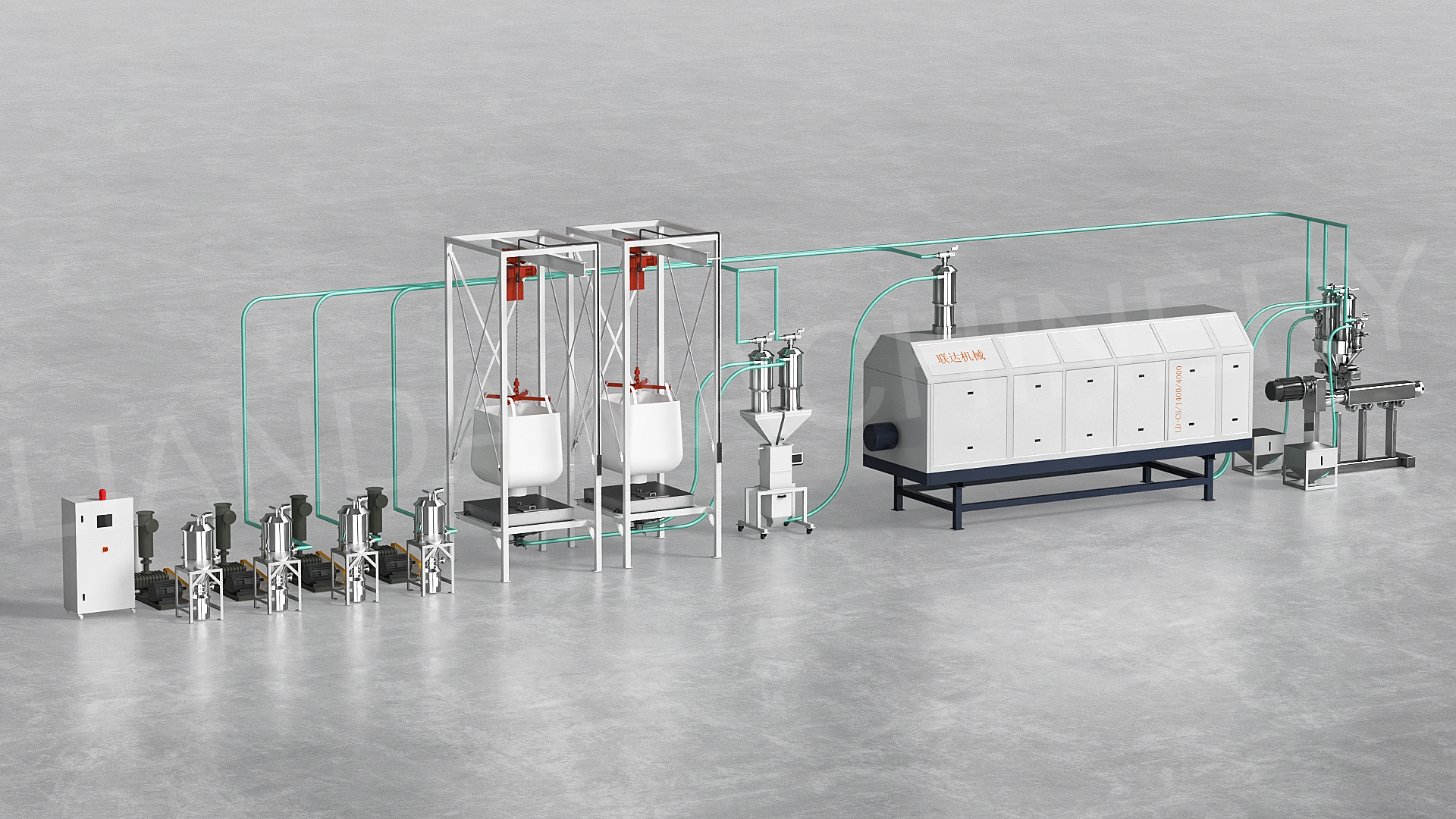
IRD საშრობი PET ფურცლის წარმოების ხაზისთვის





ინფრაწითელი კრისტალიზაციის საშრობი PET ფურცლის დამზადებისთვის
ხსნარები PET ფურცლის დამზადებისთვის --- ნედლეული: PET Regrind ფანტელი + ღვთისმშობლის ფისი
გაშრობა არის ერთადერთი ყველაზე მნიშვნელოვანი ცვლადი დამუშავებაში.
LIANDA მჭიდროდ თანამშრომლობს ფისების მომწოდებლებთან და გადამამუშავებელებთან, რათა შეიმუშაოს აღჭურვილობა და პროცედურები, რომლებსაც შეუძლიათ აღმოფხვრას ტენიანობასთან დაკავშირებული ხარისხის პრობლემები და ენერგიის დაზოგვაც.
>>მიიღეთ როტაციის საშრობი სისტემა, რათა უზრუნველყოთ ერთგვაროვანი გაშრობა
>>კარგი შერევა ჩხირის ან დაგროვების გარეშე გაშრობის დროს
>> არ არის პროდუქციის სეგრეგაცია სხვადასხვა ნაყარი სიმკვრივით
ენერგიის მოხმარება
დღეს, LIANDA IRD-ის მომხმარებლები აცხადებენ ენერგიის ღირებულებას, როგორც 0.08 კვტ/სთ/კგ, პროდუქტის ხარისხის შეწირვის გარეშე.
>>პროცესის სრული ხილვადობა, რომელსაც IRD სისტემა PLC აკონტროლებს, შესაძლებელს ხდის
>>50 ppm-ის მისაღწევად საკმარისია მხოლოდ IRD 20 წთ გაშრობა და კრისტალიზაცია ერთ საფეხურზე
>>ფართოდ გამოყენება
როგორ ვიმუშაოთ

>>პირველ ეტაპზე, ერთადერთი მიზანია მასალის გაცხელება წინასწარ დაყენებულ ტემპერატურამდე.
მიიღეთ ბარაბნის ბრუნვის შედარებით ნელი სიჩქარე, საშრობის ინფრაწითელი ნათურების სიმძლავრე იქნება უფრო მაღალ დონეზე, შემდეგ პლასტმასის ფისს ექნება სწრაფი გათბობა, სანამ ტემპერატურა არ მოიმატებს წინასწარ დაყენებულ ტემპერატურამდე.
>> გაშრობის და კრისტალიზაციის ეტაპი
მას შემდეგ, რაც მასალა მიაღწევს ტემპერატურას, ბარაბნის სიჩქარე გაიზრდება ბევრად უფრო მაღალ ბრუნვის სიჩქარემდე, რათა თავიდან იქნას აცილებული მასალის დაგროვება. ამავდროულად, ინფრაწითელი ნათურების სიმძლავრე კვლავ გაიზრდება, რათა დასრულდეს გაშრობა და კრისტალიზაცია. შემდეგ ბარაბნის ბრუნვის სიჩქარე კვლავ შენელდება. ჩვეულებრივ, გაშრობის და კრისტალიზაციის პროცესი დასრულდება 15-20 წუთის შემდეგ. (ზუსტი დრო დამოკიდებულია მასალის თვისებებზე)
>>შრობისა და კრისტალიზაციის დამუშავების დასრულების შემდეგ, IR ბარაბანი ავტომატურად გამორთავს მასალას და ავსებს ბარაბანს შემდეგი ციკლისთვის.
ავტომატური შევსება, ისევე როგორც ყველა შესაბამისი პარამეტრი სხვადასხვა ტემპერატურის პანდუსებისთვის, სრულად არის ინტეგრირებული სენსორული ეკრანის კონტროლში. მას შემდეგ, რაც კონკრეტული მასალის პარამეტრები და ტემპერატურის პროფილები მოიძებნება, ეს პარამეტრები შეიძლება შეინახოს როგორც რეცეპტები საკონტროლო სისტემაში.

უპირატესობა ჩვენ ვქმნით
※სიბლანტის ჰიდროლიზური დეგრადაციის შეზღუდვა.
※ თავიდან აიცილეთ AA დონის მომატება საკვებთან შეხების მქონე მასალებისთვის
※ საწარმოო ხაზის სიმძლავრის გაზრდა 50%-მდე
※ გააუმჯობესეთ და გახადეთ პროდუქტის ხარისხი სტაბილური - მასალის თანაბარი და განმეორებადი შეყვანის ტენიანობა
→ შეამცირეთ PET ფურცლის წარმოების ღირებულება: 60%-მდე ნაკლები ენერგიის მოხმარება, ვიდრე ჩვეულებრივი საშრობი სისტემა
→ მყისიერი გაშვება და უფრო სწრაფი გამორთვა --- არ საჭიროებს წინასწარ გათბობას
→ გაშრობა და კრისტალიზაცია დამუშავდება ერთ ეტაპად
→PET ფურცლის დაძაბულობის გასაუმჯობესებლად, გაზარდეთ დამატებული ღირებულება--- საბოლოო ტენიანობა შეიძლება იყოს ≤50 ppm 20 წუთის განმავლობაშიმშრალი და კრისტალიზებულიation
→ მანქანა ხაზი აღჭურვილია Siemens PLC სისტემით ერთი გასაღების მეხსიერების ფუნქციით
→ მოიცავს მცირე, მარტივი სტრუქტურის არეალს და ადვილად ფუნქციონირებს და შენარჩუნებას
→ ტემპერატურისა და გაშრობის დროის დამოუკიდებელი დაყენება
→ არ არის სხვადასხვა ნაყარი სიმკვრივის პროდუქტების სეგრეგაცია
→ მასალის ადვილად გაწმენდა და შეცვლა
მანქანა მუშაობს მომხმარებელთა ქარხანაში




FAQ
Q: რა არის საბოლოო ტენიანობა, რომლის მიღებაც შეგიძლიათ? გაქვთ რაიმე შეზღუდვა ნედლეულის საწყის ტენიანობაზე?
პასუხი: საბოლოო ტენიანობა, რომელიც ჩვენ შეგვიძლია მივიღოთ ≤30ppm (აიღეთ PET მაგალითად). საწყისი ტენიანობა შეიძლება იყოს 6000-15000 ppm.
კითხვა: ჩვენ ვიყენებთ ორმაგ პარალელურ ხრახნიან ექსტრუზიას ვაკუუმური დეგაზირების სისტემით PET ფურცლის ექსტრუზიისთვის, უნდა გამოვიყენოთ თუ არა წინასწარი საშრობი?
პასუხი: ჩვენ გირჩევთ გამოიყენოთ წინასწარ საშრობი ექსტრუზიის წინ. ჩვეულებრივ, ასეთ სისტემას აქვს მკაცრი მოთხოვნა PET მასალის საწყისი ტენიანობის შესახებ. როგორც ვიცით PET არის ერთგვარი მასალა, რომელსაც შეუძლია შთანთქას ტენიანობა ატმოსფეროდან, რაც გამოიწვევს ექსტრუზიის ხაზის ცუდად მუშაობას. ამიტომ, ჩვენ გირჩევთ გამოიყენოთ წინასწარ საშრობი თქვენი ექსტრუზიის სისტემამდე:
>>სიბლანტის ჰიდროლიზური დეგრადაციის შეზღუდვა
>>თავიდან აიცილეთ AA დონის მომატება საკვებთან შეხების მქონე მასალებისთვის
>>საწარმოო ხაზის სიმძლავრის გაზრდა 50%-მდე
>> გაუმჯობესება და პროდუქტის ხარისხის სტაბილური - მასალის თანაბარი და განმეორებადი შეყვანის ტენიანობა
კითხვა: ვაპირებთ ახალი მასალის გამოყენებას, მაგრამ ასეთი მასალის გაშრობის გამოცდილება არ გვაქვს. შეგიძლიათ დაგვეხმაროთ?
პასუხი: ჩვენს ქარხანას აქვს სატესტო ცენტრი. ჩვენს სატესტო ცენტრში ჩვენ შეგვიძლია ჩავატაროთ უწყვეტი ან უწყვეტი ექსპერიმენტები მომხმარებლის ნიმუშის მასალისთვის. ჩვენი აღჭურვილობა აღჭურვილია ყოვლისმომცველი ავტომატიზაციისა და გაზომვის ტექნოლოგიით.
ჩვენ შეგვიძლია ვაჩვენოთ --- გადაცემა/ჩატვირთვა, გაშრობა და კრისტალიზაცია, განტვირთვა.
მასალის გაშრობა და კრისტალიზაცია ნარჩენი ტენიანობის, ყოფნის დროის, ენერგიის შეყვანისა და მასალის თვისებების დასადგენად.
ჩვენ ასევე შეგვიძლია ვაჩვენოთ შესრულება ქვეკონტრაქტით მცირე პარტიებისთვის.
თქვენი მასალისა და წარმოების მოთხოვნების შესაბამისად, ჩვენ შეგვიძლია შევადგინოთ გეგმა თქვენთან ერთად.
გამოცდას ჩაატარებს გამოცდილი ინჟინერი. თქვენი თანამშრომლები გულითადად გიწვევთ მონაწილეობა მიიღონ ჩვენს ერთობლივ ბილიკებში. ამრიგად, თქვენ გექნებათ როგორც აქტიური წვლილი შეიტანოთ, ასევე შესაძლებლობა, რეალურად ნახოთ ჩვენი პროდუქტები ექსპლუატაციაში.
Q: რა არის თქვენი IRD-ის მიწოდების დრო?
პასუხი: 40 სამუშაო დღე მას შემდეგ, რაც ჩვენ მივიღეთ თქვენი დეპოზიტი ჩვენს კომპანიის ანგარიშზე.
Q: რას იტყვით თქვენი IRD-ის დაყენებაზე?
გამოცდილ ინჟინერს შეუძლია დაგეხმაროთ თქვენს ქარხანაში IRD სისტემის დაყენებაში. ან შეგვიძლია მოგაწოდოთ გიდის მომსახურება ონლაინ. მთელი მანქანა იღებს საავიაციო დანამატს, უფრო ადვილია კავშირი.
Q: რაზე შეიძლება მიმართოთ IRD-ს?
პასუხი: შესაძლებელია წინასწარ გაშრობა
- PET/PLA/TPE ფურცლის ექსტრუზიის მანქანის ხაზი
- PET Bale სამაჯურის დამზადების მანქანების ხაზი
- PET მასტერბეჩის კრისტალიზაცია და გაშრობა
- PETG ფურცლის ექსტრუზიის ხაზი
- PET მონოფილამენტის მანქანა, PET მონოფილამენტის ექსტრუზიის ხაზი, PET მონოფილამენტი ცოცხისთვის
- PLA / PET ფილმის დამზადების მანქანა
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (ბოთლის ფანტელები, გრანულები, ფანტელები), PET მასტერბეჩი, CO-PET, PBT, PEEK, PLA, PBAT, PPS და ა.შ.
- თერმული პროცესებიდანარჩენი ოლიგომერენისა და აქროლადი კომპონენტების მოცილება.







