
PET გრანულაციის ხაზი




ინფრაწითელი კრისტალიზაციის საშრობი rPET ექსტრუზიის გრანულაციის ხაზისთვის
rPET ბოთლის ფანტელების ინფრაწითელი წინასწარ გაშრობა: გამომუშავების გაზრდა და ხარისხის გაუმჯობესება PET ექსტრუდერებზე

გაშრობა არის ერთადერთი ყველაზე მნიშვნელოვანი ცვლადი დამუშავებაში.
>>რეციკლირებული, საკვები პროდუქტების PET-ის წარმოებისა და ფიზიკური თვისებების გაუმჯობესება ინფრაწითელი შუქით აღჭურვილი ტექნოლოგიის მეშვეობით გადამწყვეტი როლი აქვს შინაგანი სიბლანტის (IV) თვისებას.
>> ფანტელების წინასწარ კრისტალიზაცია და გაშრობა ექსტრუზიამდე ხელს უწყობს IV დანაკარგის მინიმუმამდე შემცირებას PET-ისგან, რაც კრიტიკული ფაქტორია ფისის ხელახალი გამოყენებისთვის.
>>ექსტრუდერში ფანტელების ხელახალი დამუშავება ამცირებს IV წყლის არსებობის ჰიდროლიზის გამო და ამიტომ წინასწარ გაშრობამ ერთგვაროვან გაშრობის დონემდე ჩვენი IRD სისტემით შეიძლება შეზღუდოს ეს შემცირება.გარდა ამისა,PET დნობის ზოლები არ ყვითლდება, რადგან გაშრობის დრო მცირდება(გაშრობის დრო სჭირდება მხოლოდ 15-20 წთ, საბოლოო ტენიანობა შეიძლება იყოს ≤ 30 ppm, ენერგიის მოხმარება 80 W/KG/H-ზე ნაკლები)
>>ექსტრუდერში ცვლა ასევე მცირდება, რადგან წინასწარ გახურებული მასალა ექსტრუდერში მუდმივ ტემპერატურაზე შედის.

>>PET Extruder-ის გამომუშავების გაუმჯობესება
ნაყარის სიმკვრივის გაზრდა 10-დან 20%-მდე შეიძლება მიღწეული იყოს IRD-ში, რაც არსებითად აუმჯობესებს კვების ფუნქციონირებას ექსტრუდერის შესასვლელთან – სანამ ექსტრუდერის სიჩქარე უცვლელი რჩება, ხრახნიზე შესამჩნევად გაუმჯობესებულია შევსების შესრულება.

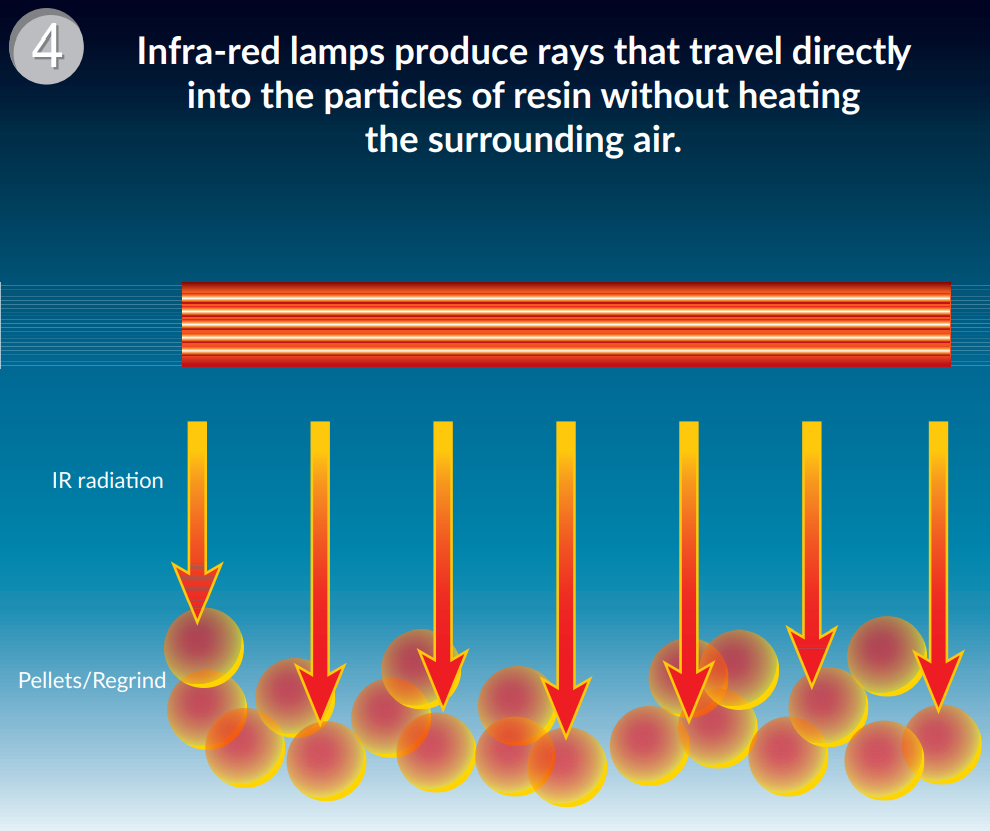
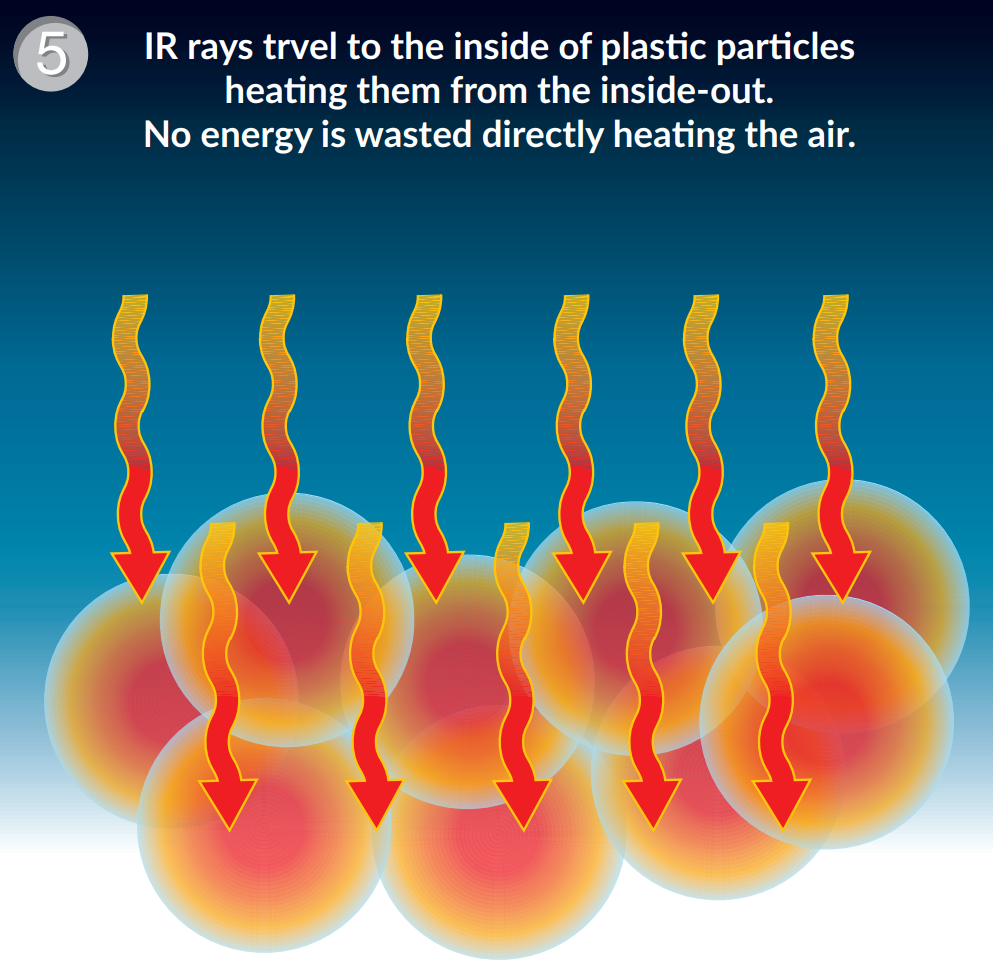
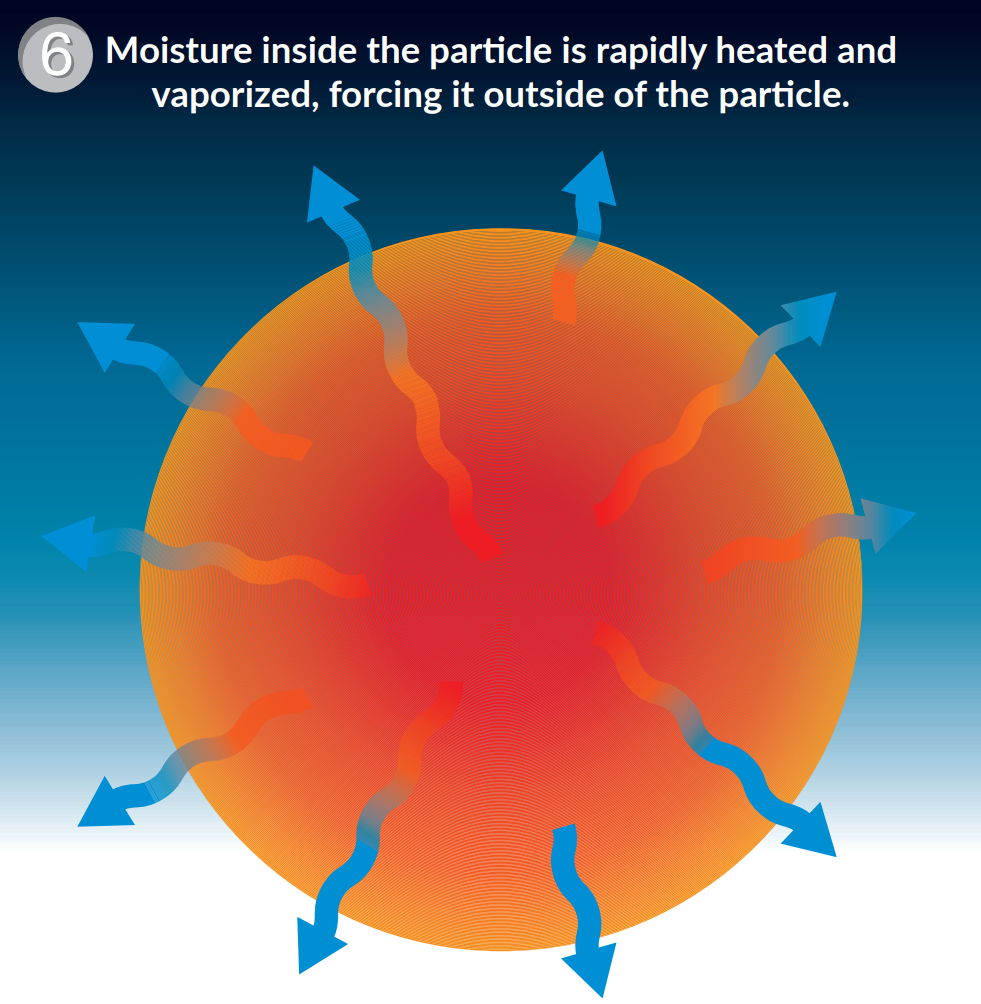
მუშაობის პრინციპი
უპირატესობა ჩვენ ვქმნით
※სიბლანტის ჰიდროლიზური დეგრადაციის შეზღუდვა.
※ თავიდან აიცილეთ AA დონის მატება საკვებთან კონტაქტში მყოფი მასალებისთვის
※ საწარმოო ხაზის სიმძლავრის გაზრდა 50%-მდე
※ გააუმჯობესეთ და გახადეთ პროდუქტის ხარისხი სტაბილური - მასალის თანაბარი და განმეორებადი შეყვანის ტენიანობა
→ შეამცირეთ PET მარცვლების წარმოების ღირებულება: 60%-მდე ნაკლები ენერგიის მოხმარება, ვიდრე ჩვეულებრივი საშრობი სისტემა
→ მყისიერი გაშვება და უფრო სწრაფი გამორთვა --- არ საჭიროებს წინასწარ გათბობას
→ გაშრობა და კრისტალიზაცია დამუშავდება ერთ ეტაპად
→ მანქანა ხაზი აღჭურვილია Siemens PLC სისტემით ერთი გასაღების მეხსიერების ფუნქციით
→ მოიცავს მცირე, მარტივი სტრუქტურის არეალს და ადვილად ფუნქციონირებს და შენარჩუნებას
→ ტემპერატურისა და გაშრობის დროის დამოუკიდებელი დაყენება
→ არ არის სხვადასხვა ნაყარი სიმკვრივის პროდუქტების სეგრეგაცია
→ მასალის ადვილად გაწმენდა და შეცვლა
მანქანა მუშაობს მომხმარებელთა ქარხანაში




FAQ
Q: რა არის საბოლოო ტენიანობა, რომლის მიღებაც შეგიძლიათ?გაქვთ რაიმე შეზღუდვა ნედლეულის საწყის ტენიანობაზე?
პასუხი: საბოლოო ტენიანობა, რომელიც ჩვენ შეგვიძლია მივიღოთ ≤30ppm (აიღეთ PET მაგალითად).საწყისი ტენიანობა შეიძლება იყოს 6000-15000 ppm.
კითხვა: ჩვენ ვიყენებთ ორმაგ პარალელურ ხრახნიან ექსტრუზიას ვაკუუმური დეგაზირების სისტემით PET ექსტრუზიის გრანულაციის ხაზისთვის, უნდა გამოვიყენოთ თუ არა წინასწარი საშრობი?
პასუხი: ჩვენ გირჩევთ გამოიყენოთ წინასწარ საშრობი ექსტრუზიის წინ.ჩვეულებრივ, ასეთ სისტემას აქვს მკაცრი მოთხოვნა PET მასალის საწყისი ტენიანობის შესახებ.როგორც ვიცით PET არის ერთგვარი მასალა, რომელსაც შეუძლია შთანთქას ტენიანობა ატმოსფეროდან, რაც გამოიწვევს ექსტრუზიის ხაზის ცუდად მუშაობას.ამიტომ, ჩვენ გირჩევთ გამოიყენოთ წინასწარ საშრობი თქვენი ექსტრუზიის სისტემამდე:
>>სიბლანტის ჰიდროლიზური დეგრადაციის შეზღუდვა
>>თავიდან აიცილეთ AA დონის მატება საკვებთან კონტაქტში მყოფი მასალებისთვის
>>საწარმოო ხაზის სიმძლავრის გაზრდა 50%-მდე
>> გაუმჯობესება და პროდუქტის ხარისხის სტაბილური - თანაბარი და განმეორებადი შეყვანილი მასალის ტენიანობის შემცველობა
Q: რა არის თქვენი IRD-ის მიწოდების დრო?
პასუხი: 40 სამუშაო დღე მას შემდეგ, რაც ჩვენ მივიღეთ თქვენი დეპოზიტი ჩვენს კომპანიის ანგარიშზე.
Q: რას იტყვით თქვენი IRD-ის დაყენებაზე?
გამოცდილ ინჟინერს შეუძლია დაგეხმაროთ თქვენს ქარხანაში IRD სისტემის დაყენებაში.ან შეგვიძლია მოგაწოდოთ გიდის მომსახურება ონლაინ.მთელი მანქანა იღებს საავიაციო დანამატს, უფრო ადვილია კავშირი.
Q: რაზე შეიძლება მიმართოთ IRD-ს?
პასუხი: შესაძლებელია წინასწარ გაშრობა
- PET/PLA/TPE ფურცლის ექსტრუზიის მანქანის ხაზი
- PET Bale სამაჯურის დამზადების მანქანების ხაზი
- PET მასტერბეჩის კრისტალიზაცია და გაშრობა
- PETG ფურცლის ექსტრუზიის ხაზი
- PET მონოფილამენტის მანქანა, PET მონოფილამენტის ექსტრუზიის ხაზი, PET მონოფილამენტი ცოცხისთვის
- PLA / PET ფილმის დამზადების მანქანა
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (ბოთლის ფანტელები, გრანულები, ფანტელები), PET მასტერბეჩი, CO-PET, PBT, PEEK, PLA, PBAT, PPS და ა.შ.
- თერმული პროცესებიდანარჩენი ოლიგომერენისა და აქროლადი კომპონენტების მოცილება.







