
PA საშრობი




ინფრაწითელი კრისტალიზაციის საშრობი PA მარცვლებისთვის
ხსნარები PA პელეტებისთვის/გრანულატებისთვის

გაშრობა არის ერთადერთი ყველაზე მნიშვნელოვანი ცვლადი დამუშავებაში.
LIANDA მჭიდროდ თანამშრომლობს ფისების მომწოდებლებთან და გადამამუშავებელებთან, რათა შეიმუშაოს აღჭურვილობა და პროცედურები, რომლებიც აღმოფხვრის ტენიანობასთან დაკავშირებული ხარისხის პრობლემებს და ასევე დაზოგავს ენერგიას.
>>მიიღეთ როტაციის საშრობი სისტემა, რათა უზრუნველყოთ ერთგვაროვანი გაშრობა
>> კარგი შერევა ჩხირის ან დაგროვების გარეშე გაშრობის დამუშავებისას
>> ენერგიის მოხმარება
დღეს, LIANDA IRD-ის მომხმარებლები აცხადებენ ენერგიის ღირებულებას, როგორც 0.06 კვტ/სთ/კგ, პროდუქტის ხარისხის შეწირვის გარეშე.
>>პროცესის სრული ხილვადობა, რომელსაც IRD სისტემა PLC აკონტროლებს, შესაძლებელს ხდის
>>50 ppm-ის მისაღწევად საკმარისია მხოლოდ IRD 20 წთ გაშრობა და კრისტალიზაცია ერთ საფეხურზე
>>ფართოდ გამოყენება
მომხმარებლის ქარხნული ტესტი
საწყისი ტენიანობა: 4500 PPM
| კლიენტის არსებული აღჭურვილობა: თხევადი საწოლის საშრობი (ჰორიზონტალური სტილი) | ახლა LIANDA IRD | |
| გაშრობის ტემპერატურა | 130℃ | 120℃ |
| ტემპერატურის გამოვლენა | ცხელი ჰაერის ტემპერატურა | უშუალოდ მასალის ტემპერატურა |
| გაშრობის დრო | დაახლოებით 4-6 საათი | 15-20 წუთი |
| საბოლოო ტენიანობა | ≤1000ppm | ≤100ppm |
| დნება ზოლები | ||
| ფერი | ადვილია იყო ყვითელი
| მაინც გამჭვირვალე
|
| საჭიროა დამხმარე აღჭურვილობა | საჭიროა დამატებითი დამხმარე აღჭურვილობა, როგორიცაა ვენტილატორები, გამათბობლები, გამყოფები ან მტვრის შემგროვებლები, რომლებიც მოცულობითია და დიდ ფართობს იკავებს. | არცერთი |

Როგორ იმუშაო
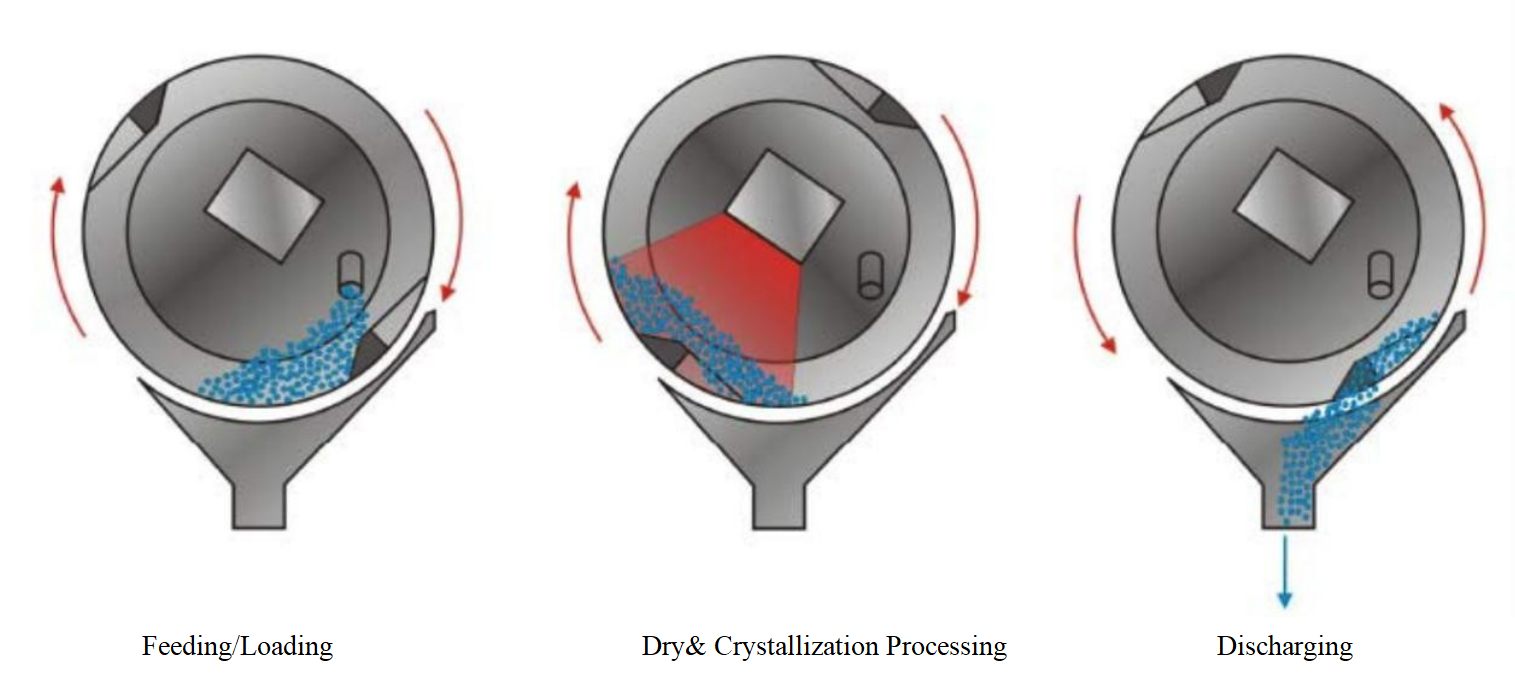
>>პირველ ეტაპზე, ერთადერთი მიზანია მასალის გაცხელება წინასწარ დაყენებულ ტემპერატურამდე.
მიიღეთ ბარაბნის ბრუნვის შედარებით ნელი სიჩქარე, საშრობის ინფრაწითელი ნათურების სიმძლავრე იქნება უფრო მაღალ დონეზე, შემდეგ პლასტმასის ფისს ექნება სწრაფი გათბობა, სანამ ტემპერატურა არ მოიმატებს წინასწარ დაყენებულ ტემპერატურამდე.
>> გაშრობის და კრისტალიზაციის ეტაპი
მას შემდეგ, რაც მასალა მიაღწევს ტემპერატურას, ბარაბნის სიჩქარე გაიზრდება ბევრად უფრო მაღალ ბრუნვის სიჩქარემდე, რათა თავიდან იქნას აცილებული მასალის დაგროვება.ამავდროულად, ინფრაწითელი ნათურების სიმძლავრე კვლავ გაიზრდება, რათა დასრულდეს გაშრობა და კრისტალიზაცია.შემდეგ ბარაბნის ბრუნვის სიჩქარე კვლავ შენელდება.ჩვეულებრივ, გაშრობის და კრისტალიზაციის პროცესი დასრულდება 15-20 წუთის შემდეგ.(ზუსტი დრო დამოკიდებულია მასალის თვისებებზე)
>>შრობისა და კრისტალიზაციის დამუშავების დასრულების შემდეგ, IR ბარაბანი ავტომატურად გამორთავს მასალას და ავსებს ბარაბანს შემდეგი ციკლისთვის.
ავტომატური შევსება, ისევე როგორც ყველა შესაბამისი პარამეტრი სხვადასხვა ტემპერატურის პანდუსებისთვის, სრულად არის ინტეგრირებული სენსორული ეკრანის კონტროლში.მას შემდეგ რაც მოიძებნება პარამეტრები და ტემპერატურის პროფილები კონკრეტული მასალისთვის, ეს პარამეტრები შეიძლება შეინახოს როგორც რეცეპტები საკონტროლო სისტემაში.
უპირატესობა ჩვენ ვქმნით
- 60%-მდე ნაკლები ენერგიის მოხმარება, ვიდრე ჩვეულებრივი საშრობი სისტემა
- მყისიერი გაშვება და უფრო სწრაფი გამორთვა
- არ არის პროდუქციის სეგრეგაცია სხვადასხვა ნაყარი სიმკვრივით
- ერთიანი გაშრობა
- დამოუკიდებელი ტემპერატურისა და გაშრობის დროის დაყენება
- არ არის მარცვლების დაგროვება და ჯოხი
- ადვილად წმენდა და იცვლება მასალა
- ფრთხილად მატერიალური მკურნალობა
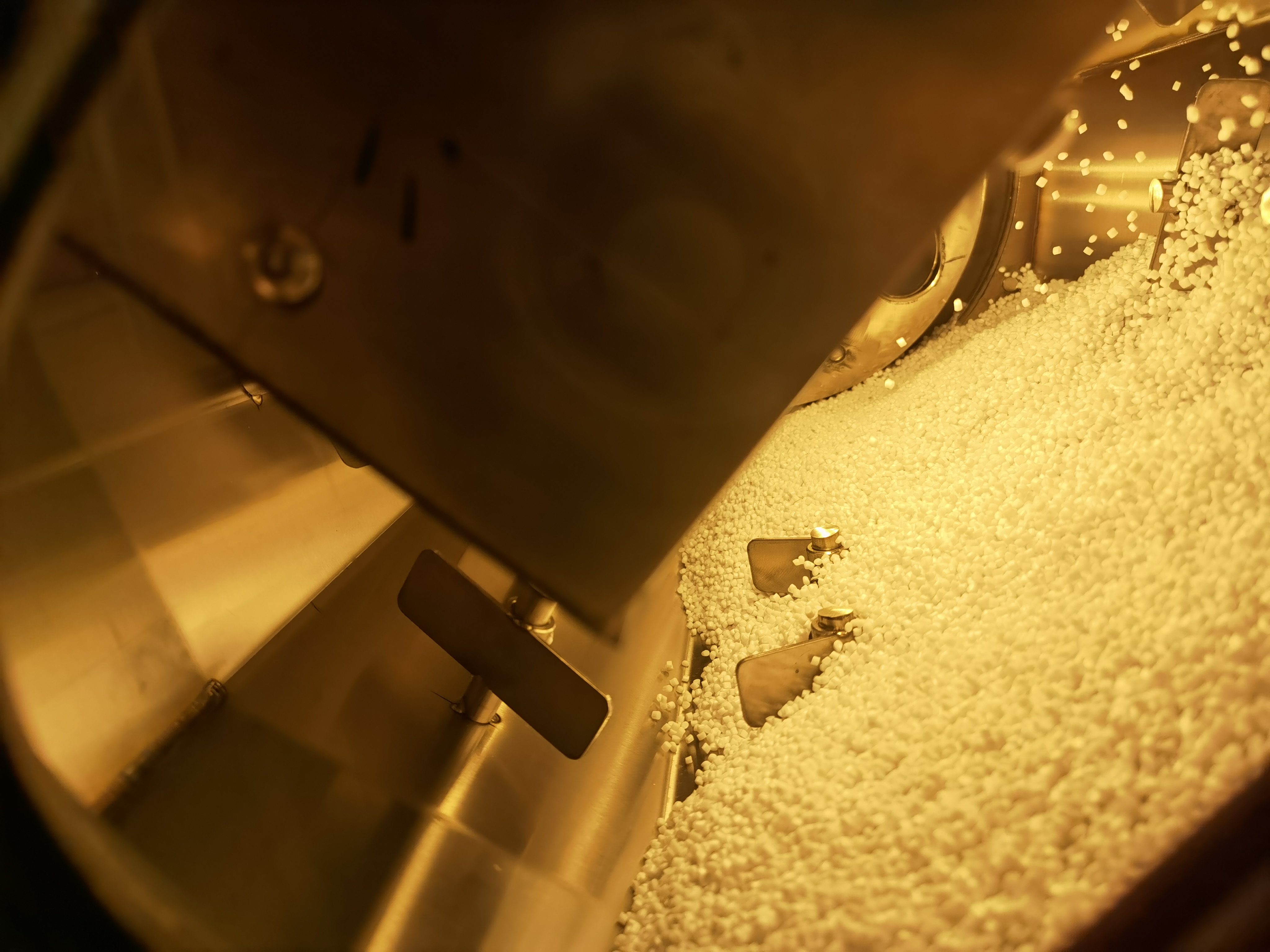
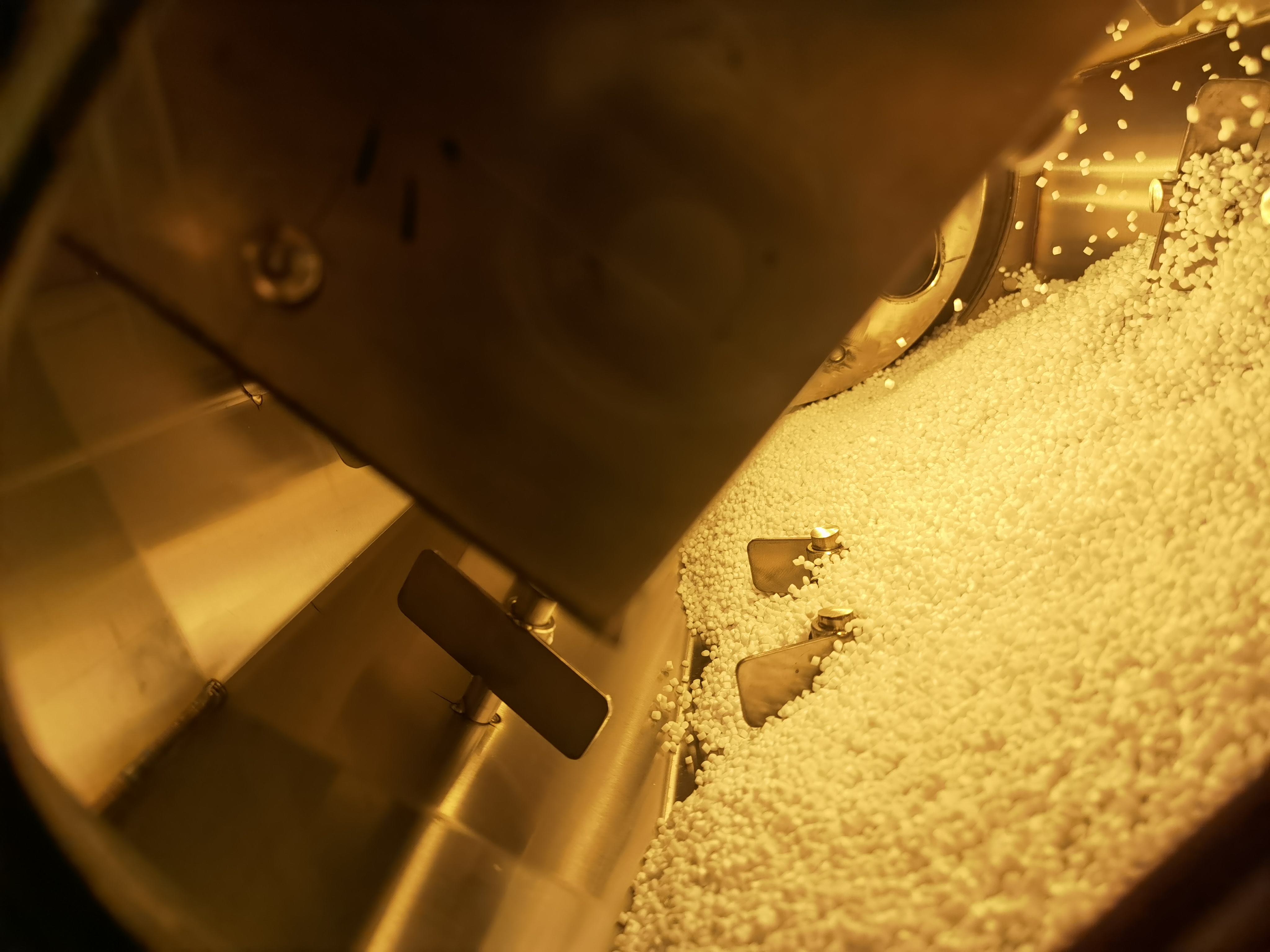
მანქანა მუშაობს მომხმარებელთა ქარხანაში


მანქანების ფოტოები








